


声共振混合工业级放大化的背后
从毫克到百公斤级、从烧杯到反应釜、从理想环境到复杂工况——每一份在实验室里闪耀光芒的科研成果,在走向工业量产的路上,都横亘着一片被称为 “达尔文之海” 的凶险水域。
01
引言
从实验室到生产
From laboratory to factory
在科技创新的航线上,有一片令人望而生畏的断裂带。当大量科研成果满怀希望地起航,想从实验室走向市场,就会面临从毫克级到吨级的工艺放大难题、高额投入下的经济性拷问、复杂环境下的稳定性挑战……任何一道浪头都可能吞噬创新的航船。
全国政协委员、中国科学院院士李景虹对此深有感触。他指出,尽管近年来产学研合作不断深化,但在实际运行中仍存在成果转化链条不畅的突出问题。高校与科研院所的科研成果多停留在实验室阶段,技术原型成熟度不足、工程化能力薄弱,难以跨越成果转化的 “死亡之谷” 。
这种困境在科学仪器设备领域尤为突出,半月谈记者在调研中发现,部分科学仪器设备正陷入 “样机即终点” 的尴尬境地——做出样机后,发表了论文,申请了专利,科研任务就算圆满结束了,至于样机能否批量生产,往往不在课题组的核心考量范围内。即便研发出来的样机在实验室环境下性能指标优异,一旦进入批量生产阶段,就难以复现相同的性能,且稳定性和可靠性不佳。
声学共振仪作为一种颠覆性的混合、分散、包覆、研磨多功能一体化装备设施,通过低频(约60Hz左右)声波与高强度共振可实现传统设备如球磨机、均质机、捏合机、超声分散等无法企及的应用场景,且能减少数十倍的过程时间。在实验室层面,这项技术已经展现出惊人的潜力:混合时间短、密闭、洁净、重复性好、对微纳米粉末和高粘度浆料处理能力卓越。
然而,当这项技术试图从实验室走向工业车间时,“放大效应” 成了横亘在面前的铁壁。
中试平台的建设和运营,面临着技术、资金、人才、信任四大挑战。一位光伏技术专家坦言:“中试不是实验室的简单放大,而是要精准复现并优化大规模量产的全部条件。任何一道工序的微小偏差都会导致最终产品性能大幅下降或良率崩溃,需要海量的试错和优化。”
声共振技术从实验室小试到50L工业级量产,考验的是系统结构设计、自动化控制、长期稳定性等一系列工程化能力——这正是无数科研成果折戟沉沙的地方。
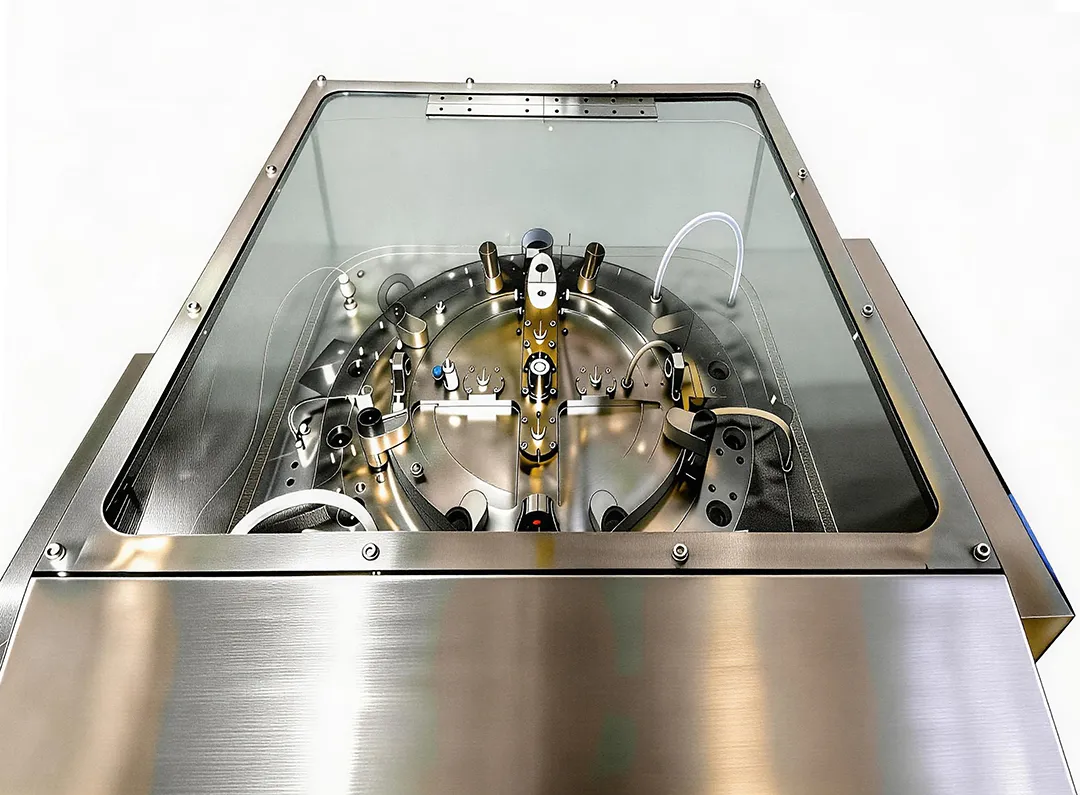
HAM 50L丨设备容器装载区
02
HAM 50L丨工业化路上的三重天堑
第一部分
Part One
在这一片“达尔文之海”中,蜂鸟声共振(HAM)正成为那个稀缺的“摆渡人”。
“从实验室到工业化,最难的不是原理验证,而是工程化实现。”蜂鸟声共振技术团队这样总结HAM50L设备的研发历程。蜂鸟声共振目前是全球仅有的两家具备全系列装备研发生产能力的企业之一,也是目前国内唯一能够稳定交付50L工业级声共振设备的供应商。
第一难:系统结构设计的“放大陷阱”
实验室设备容积小,共振能量的传递相对简单。但当容积放大到50L,整个系统的动力学特性发生质变——共振频率偏移、能量分布不均、局部过热……每一个问题都可能让设备变成“废铁”。
蜂鸟声共振团队经过5年多的研发积累,才最终突破中试型装备、生产型装备对系统结构设计的挑战。“我们做了上百次仿真分析,测试了几十种结构方案,才找到50L规格下的最优解。”技术负责人坦言。
第二难:自动化控制的“精度鸿沟”
工业设备不同于实验室里的设备使用强度,它必须稳定、可靠、可重复。50L设备需要实现自动化进料、出料、夹持、清洁全流程控制,需要与MES系统对接,需要在无人值守状态下连续运转。
这背后是FPGA高速控制系统、多段程序分段运行、实时数据采集与处理分析等一系列技术难题的攻克。“工业级设备的控制精度,比实验室设备高出一个数量级。”团队表示。
第三难:长期稳定性的“耐力考验”
对于实验室场景,大多情况下,设备可能一天只用几个小时,而工业设备需要连续运转、批次稳定。系统可靠性、长期稳定性,是横亘在研发团队面前最严苛的考验。
“我们做过连续720小时的满载测试,做过高低温循环测试,做过振动冲击测试——每一台出厂设备,都要经过比客户现场严苛得多的考验。”正是这种近乎偏执的坚持,才换来了“常态化交付”这四个字。

HAM 50L丨设备操作界面
03
蜂鸟声共振丨“TOP”级背书
第二部分
Part Two
当被问及“国内还有哪些企业具备50L工业级声共振设备的稳定交付能力”时,行业内的答案高度一致:蜂鸟声共振,是目前唯一的稳定选择。
全球视野下的稀缺性
据全球声学共振混合设备市场研究报告显示,华声强化已与Resodyn Acoustic Mixer一同被列为全球声学共振混合仪市场的主要厂商。更关键的是,蜂鸟声共振是全球仅有的两家具备全系列装备设施研发生产能力的企业之一。
这意味着,在全球范围内,能够提供从实验室到工业级全系列声共振设备的企业,只有两家——而蜂鸟声共振,是其中唯一的中国企业。
技术壁垒的“断层领先”
蜂鸟声共振的“唯一性”,源于其完全自主的知识产权和核心技术壁垒:
系统设计能力:攻克中试型、生产型装备的系统结构设计难题
智能控制能力:FPGA高速控制、多段程序分段、远程自动化操作
工艺AI算法:从实验室到工业生产的参数互通与“0差值”一键切换
市场验证的“第一选择”
目前,蜂鸟声共振已服务包括军事科学院、国防科技大学、中科院金属所、中国一汽、中石化等顶尖科研机构及企业。更重要的是,第一批实验室型设备的客户已通过不到一年的应用,实现了从实验室到中试再到生产的跨越。
“我们的一个企业客户已将蜂鸟声共振设备应用到海外工厂。”华声强化法人吴伟介绍,“研发和生产人员只需要通过国内控制系统,即可实时调整国内外声共振工艺分发条件。”
这种从“国产替代”到“全球并跑”的跨越,正是蜂鸟声共振“唯一性”的最好证明。
04
HAM 50L丨是“第一”也是“唯一”
第三部分
Part III
HAM 50L完全继承了蜂鸟声共振设备序列的核心技术:
60Hz左右声学共振:基于60Hz左右的共振频率,振幅约15毫米左右,运作下的容器内形成宏观与微观协同的“混沌运动”。
无桨操作:彻底摒弃传统机械搅拌桨叶,物料无剪切损伤。
整场无死角:能量在容器内整场均一传递,形成无序的非线性运动状态。
最大100g加速度:轻松应对微纳米粉末、高粘度浆料等高难度物料体系。
工艺参数的“无损平移”
这是蜂鸟声共振最核心的竞争力,也是工业化最大的痛点。
HAM 50L与实验室小试设备基于统一的声学强化技术内核,具备极高的工艺参数互通性。客户在实验室用小型设备摸索出的最佳配方与工艺参数,可在HAM 50L上实现“0差值”一键切换。
“以前从实验室到中试,至少需要半年到一年的工艺摸索,现在一周内就能完成参数迁移。”某固态电池材料企业工艺负责人表示。
全流程智能化控制
HAM 50L可搭载全智能自动化操作系统,支持远程窗口端操控,可实现自动化进料、出料、夹持及清洁全流程。同时,采用反应釜设计,可进行冷却水循环控温、抽真空、多元气体保护以及实时温度监测,确保物料在安全受控的环境内处理。
在2026年的当下,声学共振设备技术领域的入局者已然春笋临立,但蜂鸟声共振得益于华声强化(上海)科技有限公司的高额研发资金支持、顶尖的全博士研发团队与多个应用工程实验室的工艺探索,稳坐国内声共振技术领域独一档的梯队。是“第一”,因为“蜂鸟声共振”已成为国内声共振技术的制定者与风向标,最新与最全的都在这里;也是“唯一”,如果声学共振装备设施序列是一桩参天大树,那其他的入局者揭然已成摘树叶的人,而蜂鸟声共振只需沐浴独一份的阳光肆意生长,从顶层设施到底层配件填补与市场间的供需天平。
05
从实验室到工厂丨蜂鸟声共振市场
第四部分
Part IV
- 固态电池领域
电极浆料的混合分散直接影响电池性能。HAM 50L的无桨设计避免了桨叶对活性材料粒形的破坏,确保微纳米级的活性物质与导电剂实现均匀分散。宁波东方理工大学孙学良教授团队运用蜂鸟声共振技术,已开发出一套卤化物固态电池的全流程制备。
- 粉末冶金领域
中南大学发表的关于铜基自润滑材料的高端文章,所应用的混粉技术就是蜂鸟声共振。南京理工大学发表的关于高氮钢包覆改性的文章,同样引用了蜂鸟声共振技术。
- 生物医药领域
华声强化与天津中医药大学李文龙教授合作,在质量源于设计理念指导下采用声共振技术开发了一种穿心莲内酯纳米混悬剂系统。
- 含能材料及高危领域
无接触式能量传递,避免了传统搅拌可能产生的摩擦热和静电风险,为含能材料、火炸药混合等领域的制备提供了更安全的工艺路径。
- 超硬材料领域
从中南大学发布金刚石金属基复合材料分散,到河南、山东等多家企业切削工具、工业配件生产投入,蜂鸟声共振技术用均匀性改变市场选择。
......
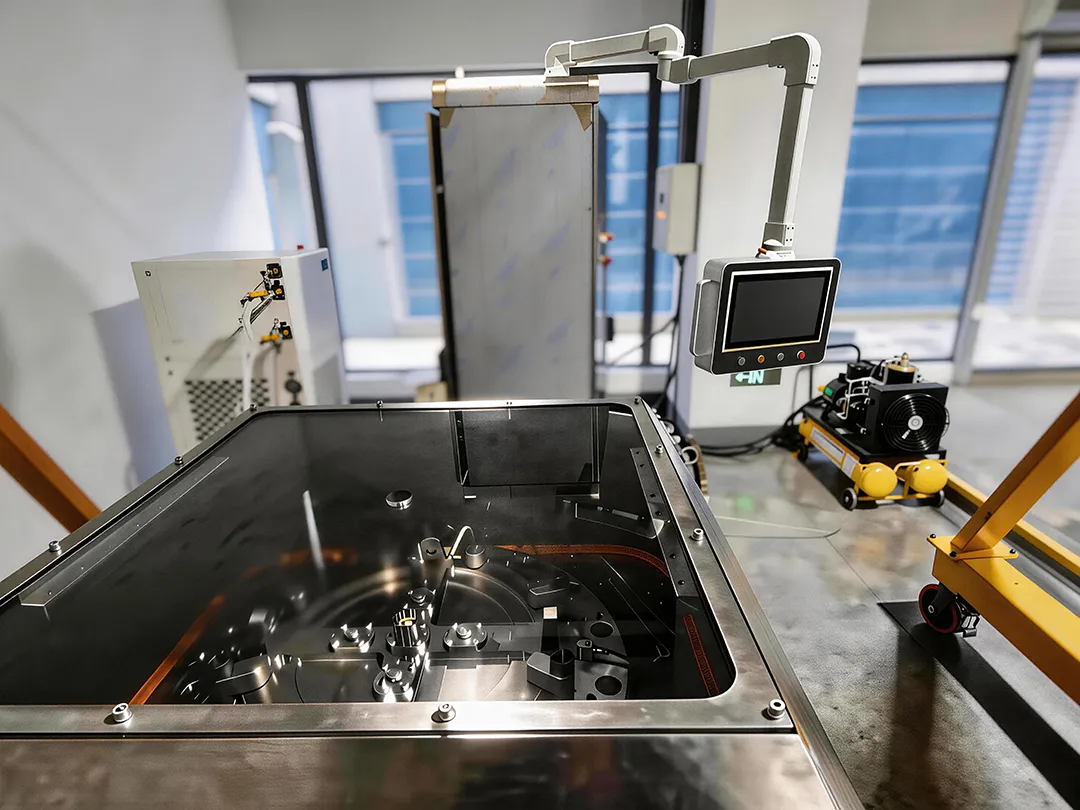
HAM 50L丨实拍
06
结语
第五部分
Part Five
50L工业设备的常态化交付,只是蜂鸟声共振的一个起点。
随着位于上海奉贤海归小镇“新材料中试公共平台”的持续运营,随着大型自动化生产线设备的研发推进,随着多种强技术整合的深入,蜂鸟声共振正在从“国内唯一稳定工业型声共振设备供应商”,向“全球声共振领域的新标杆”迈进。
正如华声强化法人吴伟所言:“中国具备全球最全的制造业门类,这也是蜂鸟声共振在中国快速发展的重要原因。我们希望在航空航天、固态电池、先进陶瓷、半导体、制药、化妆品等行业广泛应用,推动相关产业在产品创新、工艺迭代、绿色化革命等方面取得颠覆性进展,在一定程度上提高中国企业的全球竞争力。”
从实验室的“开拓者”到工业界的“领跑者”,从打破垄断到50L常态化交付,这家年轻的企业正在用自己的节奏,奏响中国高端装备的强音。
而这份“共振”,正在从上海奉贤,传递到全国更多的新材料、新能源、生物医药车间。